
手 机:15760366589(微信同号)
固 话:028-83101028
邮 箱:166867820@qq.com
网 址:www.yukuivip.com
地 址:成都市金牛区金丰路6号

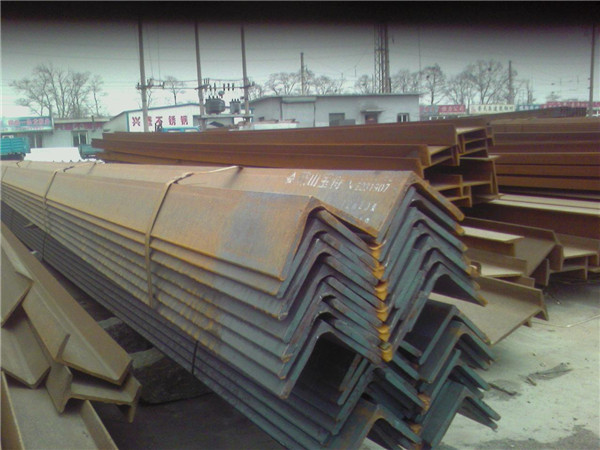
工字钢规格以高×腿厚×腰厚表示,也可用号数 表示规格的主要尺寸。如18号工字钢,表示高为18 cm的工字钢。若高度相同 的工字钢,则可在号数后面加注角码a或b或c予以表示,如36a、36b、 36c等。它分为普通工字钢、轻型工字订制等边槽钢钢和宽翼缘工字钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘工字钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。

乐山订制等边槽钢h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺桂和其他构件连接。其尺寸构成合理系列,型号齐全,便于设计选用。淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。

H型钢是怎样轧成的?轧制粗坯方坯先用带孔型的二辊开坯机轧制成彷佛H型,下图赤色部门是方坯进来一个相对的乐山订制等边槽钢孔型位置出来后的截面样式.从左往右的第二和第三个孔是一模同样的,出产时此中一个是备用孔。轧机精轧后续需求用全能轧机才气出产出及格的H型钢,全能轧机从未是左右两者轧辊,而是左右左右共四个,而孔型仅有一个,咱们用一个简化的图来看看全能轧机的轧制是什么样.
H型钢轧制难点在于几何尺寸的控制和腹板冷却波浪的控制。乐山订制等边槽钢几何尺寸波动,尤其是头、尾部分翼缘的宽度和厚度超负偏差下限,导致切损量大;腹板波浪不但严重影响型钢表面质量,而且会造成大量不合格品。要实现大规格h型钢的顺利轧制,关键在于“平衡”,包括腹部与翼缘的延伸平衡、腹部与翼缘的温度平衡。

H型钢合理的压下量分配是:1)bd轧机来料腹板厚度要尽量减薄,这样不但可以减小万能轧制时腹板、翼缘的变形量,而且利于使Q345BH型钢头、尾部分的翼缘尺寸合格。2)万能轧机前面道次要基本完成腹板的减薄,轧制力要大,乐山订制等边槽钢立辊进行相应的压下;中间道次进行水平辊、立辊轧制力均匀化轧制;后2个道次对腹板进行小压下,轧制力要小,使翼缘的延伸率大于腹板,腹板受拉应力。

通常主顾在采办H型钢的时刻也都是会需求优良的H型钢的,这么的H型钢在产业中施展的用处才会愈加的庞大,因此乐山订制等边槽钢咱们在出产H型钢的时刻,需求留意的便是H型钢的品质.优良的H型钢才会有很好的成长商场,优良的H型钢才会有很好的销量。
地址
四川省成都市金牛区金丰路6号
电话 / 028-83101028
15760366589
邮箱
166867820@qq.com


