
手 机:15760366589(微信同号)
固 话:028-83101028
邮 箱:166867820@qq.com
网 址:www.yukuivip.com
地 址:成都市金牛区金丰路6号

采用气体保护焊( GMAW )焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要优质工字钢点:焊接的话主要是担心焊不牢和焊接应力过大。型钢的壁厚较薄,对焊本身就是最不可靠的。所以,可以在对接处加衬板,用角焊缝焊接。控制焊接后的变形量,你可以采用刚性固定进行焊接,这样可以避免变形。艺上注意减小应力。用螺栓连接也需要衬板,要注意螺栓的大小、数量和间距。还要计算型钢本身的薄壁是否会被压溃,解决的方法是焊块贴板,再钻螺栓孔。原则就是,对接处的强度不弱于其它部位,且没有较大应力。
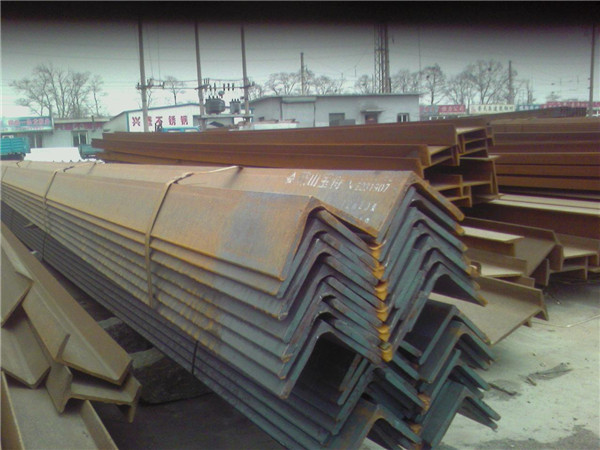
H型钢结构稳定性高:以热轧H型钢为主的钢结构,其结构科学合理,塑性和柔韧性好,攀枝花优质工字钢结构稳定性高,适用于承受振动和冲击载荷大的建筑结构。与混凝土结构相比,钢结构柱截面面积小,从而可增加建筑有效使用面积,视建筑不同形式,能增加有效使用面积4-6%。

槽钢二氧化碳(Cq)气体保护焊是20世纪50年代发展起来的一种焊接技术,攀枝花优质工字钢根据自动化程度分全自动co,弋体保护焊和半自动co,气体保护焊两种,在建筑国标槽钢中应用的主要是半自动co.气体保护焊,目前已成为-种重要的熔化焊接方法。(1)CO :体保护焊的特点和施焊要求。(2)半自动气体保护焊焊机的组成。半自动C0,气体保护焊焊机-般由弧焊电源、进丝机构、焊丝、气体等部分组成。

H型钢是怎样轧成的?轧制粗坯方坯先用带孔型的二辊开坯机轧制成彷佛H型,下图赤色部门是方坯进来一个相对的攀枝花优质工字钢孔型位置出来后的截面样式.从左往右的第二和第三个孔是一模同样的,出产时此中一个是备用孔。轧机精轧后续需求用全能轧机才气出产出及格的H型钢,全能轧机从未是左右两者轧辊,而是左右左右共四个,而孔型仅有一个,咱们用一个简化的图来看看全能轧机的轧制是什么样.
地址
四川省成都市金牛区金丰路6号
电话 / 028-83101028
15760366589
邮箱
166867820@qq.com


